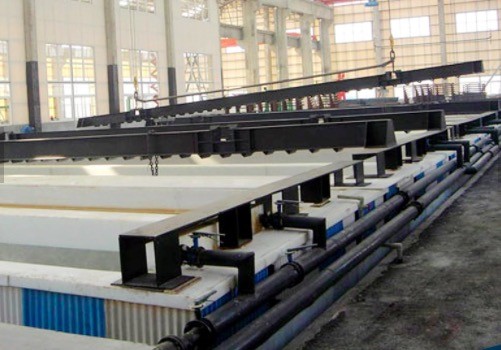
Équipement automatique de galvanisation d'immersion chaude pour des tuyaux/tubes
Introduction :
L'immersion chaude galvanisant est une technique performante pour garder le métal de la corrosion, les produits très utilisés sur l'installation de structure métallique dans différentes industries. Mettez la rouille a enlevé les pièces en acier dans la bouilloire liquide de zinc de la fonte 450℃, faire le zinc adhérer sur la surface de la partie en acier pour réaliser le métal anti-corrosif.
La société de Wanxin peut offrir à tuyau d'acier l'équipement automatique de galvanisation et service technique d'équipement de galvanisation et le « clés en main » accrochant général. Le tuyau d'acier l'équipement que complètement automatique de galvanisation peut galvaniser le diamètre extérieur de tuyau d'acier de pouce de 1/2 à 8 pouces, section l'équipement accrochant en acier de galvanisation peut galvaniser les produits en acier tels que le poteau léger, chemin de câbles, rambarde de route, acier d'angle, poutre en double T, acier de canal, la taille d'équipement peut être adapté aux besoins du client.
Maintenant la société de Wanxin peut développer la bouilloire en céramique de zinc et le système combinatoire de chauffage, qui peuvent traiter de petits morceaux comme des boulons et des écrous, sous 530℃, à l'aide de l'électricité comme milieu de chauffage.
La bouilloire de zinc inclut la bouilloire en acier générale et la bouilloire en céramique, système de combustion inclut le système de contrôle de gaz combiné automatique-manuel, et le système de chauffage spécial avancé international de l'électricité d'éléments-four.
- Spécification technique principale
- Taille applicable de tuyau
- Trou nominal : Maximum 6" de mn 1/2 » –
- Épaisseur de paroi : Mn 1.5mm – maximum 4,5 millimètres
- Longueur de tuyau : 5-6m (1/2 », 3/4") 4-6m (1" - 6")
| Diamètre nominal |
Poids de tuyau |
Capacité de production |
| Dans |
kg/m |
Kg/6.0m |
PCs. /hr.approx. |
kilogrammes/hr.approx. |
| ″ de 1/2 |
1,22 |
7,32 |
1776 |
13000 |
| 3/4 ″ |
1,58 |
9,48 |
1688 |
16000 |
| 1 ″ |
2,44 |
4,64 |
1092 |
16000 |
| 1-1/4 ″ |
3,14 |
18,84 |
850 |
16000 |
| 1-1/2 ″ |
3,61 |
21,65 |
522 |
16000 |
| 2 ″ |
5,1 |
30,6 |
260 |
16000 |
| 3 ″ |
6,51 |
39,06 |
410 |
16000 |
| 4 ″ |
12,1 |
72,6 |
220 |
16000 |
| 5" |
15,03 |
90,2 |
178 |
16000 |
| 6" |
17,82 |
106,9 |
150 |
16000 |
Note :
(1) la capacité est limitée à moins de 16000 kg/hr qui est basée sur la capacité de chauffage de la bouilloire.
(2) la longueur de tube est 6m.
(3) des figures ci-dessus sont basées sur l'efficacité 100% de travail.
Quelques genres de châtelain et de tuyaux rectangulaires peuvent être traités par cette ligne. Mais la ligne devrait être limitée à moins de 2 tuyaux, le rapport du long et court côté devrait être limité à moins de 1,5 et la dimension ennuyée minimale du tuyau doit être plus grande que 25mm.
tuyau carré 20*20mm ; 25*25mm ; 30*30mm ; 40*40mm, 50*50mm ; 60*60mm ; 75*75mm ; 80*80mm ; 90*90mm ; 100*100mm ; 120*120mm ; 127*127mm
tuyau rectangulaire
13*26mm ; 20*40mm ; 25*50mm ; 30*60mm ; 40*80mm ; 50*100mm ; 60*120mm ; 70*140mm ; 80*160mm ; 50.8*101.6mm
Système sec de galvanisation ;
Tuyau OD au-dessous de 1-1/2 » (1-1/2") y compris sont traités avec la ligne quadruple manière ;
Tuyau OD 2" - 4" (4") y compris sont traités avec la manière à deux lignes.
Le tuyau OD 5" et 6" sont traités avec la ligne simple manière.
- Essuyage du zinc excédentaire
Extérieur de tuyau : Par l'air comprimé avec le soufflement externe
À l'intérieur du tuyau : Tuyau OD 1/2 » et 3/4" par le bec de soufflement intérieur de vapeur Over-heated.
Pour l'OD du tuyau au-dessus de 1" (1") technique de soufflement intérieure y compris de prise de lancier est adoptée pour améliorer la qualité de revêtement intérieure, la consommation économisante de vapeur et l'amoindrissement de la génération de la poudre de zinc.
- Pour le service de gaz et d'eau
- Pour le but général de structure
B.S série de 1387, DIN légers et moyens 2441 etc.
Le système de la mesure métrique sera appliqué.
Alimentation d'énergie : Par l'approvisionnement de ville
Source primaire : 380V±5%, 50HZ, 3 phase, source de circuit de commande : 220V, 50HZ, monophasé, 24V D, C,
Le transformateur pour la bobine de circuit et de solénoïde de commande sera préparé par le vendeur.
Capacité générale : abt. 260KW (de plantes entières ; y compris le matériel annexe)
Pression : 0.6Mpa (mn 0.5Mpa au point de service)
Consommation : 30Nm3/h
Consommation : à la capacité totale : approximativement 1 900 000 Kcal/hr
Gaz naturel 230Nm3/hr (valeur de combustion du gaz naturel : 8500Kcal/litre)
À l'opération oisive : approximativement 200 000 Kcal/hr
Gaz naturel : 24nm3/hr
La pression du gaz avant des brûleurs : 0.4Mpa maximal
- Vapeur (surchauffée ou sèche) de vapeur
Pression : 1.25Mpa (mn 1.0Mpa au point de service)
La température : 275°C
- Zingage : approximativement 500 g/m2. Par temps de plongement de raccourcissement le zingage peut être réduit autour de 300 g/m2
- Température ambiante : Pas moins que 10°C
- Processus de fabrication :
Les tuyaux d'acier sont revêtement mariné et double successivement acide de flux et séché. Et des tuyaux alors secs sont immergés dans le bain de zinc en plongeant la molette.
L'organigramme de production du tuyau d'acier noir dans le tuyau galvanisé est comme suit : (Tuyau d'acier noir)
- Capacité de production (exemple)
La table suivante montre des exemples des cadences de fabrication pour chaque taille des tuyaux de B.S. Medium, dans les conditions favorables.
(4) le plongement du temps est un facteur très grand de la cadence de fabrication quand le revêtement lourd est exigé. Le plongement de l'heure d'obtenir le poids de revêtement nécessaire varie principalement selon la composition chimique des tuyaux quand les conditions de fonctionnement sont identiques. La cadence de fabrication de ces tuyaux qui ont besoin de plus long temps de plongement deviendra plus bas.
(5) la rectitude le recourbement des tuyaux sera petite autant que possible. Des tuyaux avec le grand recourbement ne peuvent pas être traités sans à-coup à cette usine.
On lui recommande que le recourbement des tuyaux devrait être moins de 5mm/6m.
- Portée d'approvisionnement
- Équipement de traitement préparatoire (système de nettoyage en lots)
Un paquet de tuyaux pesant habituellement environ 3 tonnes est successivement nettoyé
dans les réservoirs jaillissants jaillissants et 2èmes de décapage à l'acide et 1ers à l'aide de la grue aérienne de voyage.
Aucune eau rinçant la technologie n'est adoptée pour la consommation d'eau économisante et soulager la pollution d'environnement.
Après marinage des tuyaux sont plongés dans le 1er réservoir jaillissant (sale) et ont puis plongé dans le 2ème réservoir jaillissant (propre). La solution jaillissante du 1er et 2ème réservoir jaillissant sont devenir ensemble relié un système de traitement de circulation. Le débit de circuler le système est 3 contenude m3/h.TheFeCl2 dans le 1er réservoir jaillissant sera commandé autour de 10g par ordures et la teneuren FeCl2 de la solution après avoir régénéré le traitement sera commandée au-dessous de 0.5g par ordures. Cette solution propre sera pompée dans le 2ème réservoir jaillissant (propre) et le contenude FeCl2 dans le 2ème réservoir jaillissant sera commandé avec 1g par ordures. La solution sera pompée sans interruption dans le 1er réservoir jaillissant (sale) et alors pompée à la station de régénération. De sorte qu'après 2ème jaillir la solution collant à la surface du tuyau soit très propre. Des restes de zinc se produisant dans la consommation de bouilloire et de zinc seront réduits.
Il a recommandé n'emploient pas la procédure de dégraissage dans ce système à l'aide d'aucune ligne de l'ERW de l'oléoduc. L'autre sage vous devez adopter la mesure pour traiter la solution de dégraissage de rebut et rincer l'eau.
L'équipement de traitement préparatoire se compose des articles suivants
- Six ensembles de réservoir de décapage à l'acide (approvisionnement de dessin)
Dimensions : 8000 (L)×1600 (D)×1500 (W) millimètre
Matériel : Fibre de verre avec la structure d'acier doux.
- Ensemble deux de réservoir jaillissant (approvisionnement de dessin)
- La plate-forme pour les tuyaux de transport empaquettent dans/secteur de entourage de traitement préparatoire de pièce incluse. 2 ensembles
- Secteur de entourage de traitement préparatoire de pièce incluse. 30mX12mX7m
- Séchage du four
Après avoir été jailli, les tuyaux sont transportés et séchés dans le four de séchage qui est chauffé par le gaz d'échappement du four de galvanisation. Il comprend les articles suivants :
- Un ensemble de la table de alimentation.
Matériel : structure métallique
- Un ensemble de dispositif à chaînes de transmission
- Trois chaînes de transmission
(2) un ensemble de boîte de commande avec le moteur à engrenages 4KW, qui court point par point.
(1) dimensions de four (avec des plats de rayonnement thermique de fonte) : 8500 (L)×9124 (W) millimètre
(2) un ensemble de chaleur-échangeur de tuyau d'acier pour chaud soufflant le système sec.
(3) un ensemble d'échangeur de chaleur d'acier inoxydable pour l'air comprimé chaud employé par le soufflement intérieur.
(4) un ensemble du couvercle de foyer (structure métallique avec le matériel de chaleur-isolation)
(5) un ensemble de système à chaleur tournante et soufflant chaud
Capacité à chaleur tournante chaude de fan : 6660 NANOMÈTRE3/hr
La température : abt. 150°C
Note : la base concrète, les briques rouges et la main-d'oeuvre sont d'approvisionnement de buyer. 1 ingénieur et 3 travailleurs de compétence travailleront pour la construction de four sur le site.
- Équipement de galvanisation
Les tuyaux traités préalablement et secs roulent vers le bas de sécher le four deux par deux (ou quatre) et entrent dans l'espace de poche de la molette de plongement.
Comme molette de plongement tournez étape-par-étape, les tuyaux sont immergés dans le bain de zinc (la température de bain de zinc sera 445°C- 455°C) et tournera finalement dans la position de débouché. Alors les tuyaux sont donnés un coup de pied par un dispositif pneumatique et tombent vers le bas sur les supports de réception qui sont installés dans la bouilloire. Alors le crochet de levage de tuyau active et une plaque de pression montée sur le crochet enfonce en même temps. Avec cette fonction quatre les tuyaux seront ordonnés distribués sur recevoir le bord du crochet et éviter des tuyaux à engager ensemble. Des tuyaux seront soulevés par les crochets de levage et passer correctement par le plat de séparation et alors attachés aux cannelures des rouleaux magnétiques, qui sont placés au-dessus du bain de zinc.
Pendant que les rouleaux magnétiques sont conduits par un moteur de conversion de fréquence, le tuyau est retiré par des rouleaux de la bouilloire. Sur le chemin de l'unité se retirante, le zinc excédentaire de l'extérieur du tuyau est effacé par le dispositif de externe-soufflement avec à air comprimé, pour devenir meilleur essuyant l'effet, taille différente des becs de soufflement sont employés pour assortir la taille différente des tuyaux et la pression de soufflant compresse peut être ajustée par une pression ajustent la valve.
Quand le tuyau atteint le dessus des rouleaux se retirants il est décalé à la station de intérieur-soufflement par la poutre d'étape-promenade. Le zinc excédentaire de l'intérieur du tuyau est effacé par l'Explosion-soufflement avec la vapeur surchauffée (1/2 » et 3/4") ou longue prise de lancier avec l'air comprimé chaud. La méthode de soufflement intérieure de longue prise de lancier est meilleure que la méthode de bec qui peut sauver la consommation de vapeur, améliorant la qualité du soufflement intérieur et réduire produire de la quantité de poudre de zinc. Mais pour de petits tuyaux (1//2 ou 3/4") si le trou intérieur du tuyau sans obtenir le traitement de ébavurage ou le bureau de soudure n'est pas commandé bien. Le soufflement intérieur de longue prise de lance deviendra très difficile. Et le client peut le choix un selon votre état.
Après le soufflement intérieur, le tuyau est transféré à une poutre de berceau et puis transféré dans le réservoir de extinction.
Le système se compose des articles suivants :
(1) four de galvanisation
(2) appareils auxiliaires pour galvaniser le four.
Note : La base concrète, les briques rouges et la main-d'oeuvre sont de l'approvisionnement de l'acheteur, 1 ingénieur et 3 travailleurs de compétence travailleront pour la construction de four sur le site.
- Une bouilloire de galvanisation
Dimension : 1800(W)×2910 (D)×8000 (L)×60 (T) millimètre (à l'intérieur des dimens efficaces.)
Poids : 37 tonnes.
Matériel de corps : bas acier à faible teneur en carbone de silicium (acier chinois spécial pour galvaniser).
Partie supérieure avec le cadre en acier plat soudé. Coins ronds
Par ultrasons examiné, exempt de l'inclusion, des impuretés, de la soufflure etc.
- Système automatique de combustion
(1) 6 brûleurs d'impulsion et appareils auxiliaires pour la combustion automatique
(2) deux ensembles de fans chaudes de recyclage de flamme
Capacité : 27648 NANOMÈTRE3/hr
Moteur : 7.5KW
Pression : 96 millimètres (H20),20°C
La température fonctionnante : 500~800°C
(le matériel pour le propulseur est alliage de la salut-température)
Si la température de la flamme est plus basse que 500°C que les fans doivent fonctionner dans à vitesse réduite pour éviter le moteur de la charge finie.
(3) deux ensembles de bâti d'installation pour les brûleurs de fixation et la fan de recyclage.
Matériel : Structure métallique
(4) fan d'air de combustion
Capacité : 4500 NANOMÈTRE3/hour
Moteur : 18,5 KW/2p
Pression : 9000 millimètres (H20),20°C
(5) système de contrôle automatique d'allumage et d'extinction.
(6) deux thermocouples installés dans la bouilloire pour surveiller la température de la fonte de zinc dans la bouilloire et deux autres installée dans le four pour surveiller la température de la flamme dans le foyer de four.
Matériel : Sac acier et enfermant doux : L'aiguille de Tetron s'est sentie
surveillance de différence de pression.
- Fan d'aspiration
- Capacité : 43000 nanomètre3, pression: 200millimètres(H2O), N=27KW
- Système de conduit
- Matériel annexe
- Deux ensembles de pompe de zinc
- Moteur : 5,5 KILOWATTS
- Un ensemble de seau de grippage de restes de zinc
- Système d'extraction pour la vapeur de rebut du four de galvanisation
(1) conduit : Matériel : Structure métallique
(2) matériel de cheminée : Structure métallique
(3) fan
Capacité : 3160 NANOMÈTRE3/hr
Pression : 106 millimètres (H2O)
Moteur : 2,2 KILOWATTS
- Système de contrôle électrique
L'installation de galvanisation sera conçue pour faire le contrôle automatique. Le système comprend ce qui suit :
- 3 ensembles de panneau d'alimentation d'énergie.
- Un ensemble de panneau de commande principal de P.L.C
- Un ensemble de pupitre de commande principal
- Un ensemble de stalle de contrôle pour la section après traitement
(1) Se de la chaudière à vapeur 1
Capacité : 3 tonnes/heure
Pression : 1.25Mpa
La température 275OC
(2) ensembles du compresseur d'air 4
Q=13.3Nm3/min
P=0.8Mpa
N=75Kw
- Remarques pour la proposition technique
- Tous les composants électriques et moteurs sont marque de Schneider ;


 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!